페인트, 코팅,래커, 잉크 생산 공정에서 사용되는 설비
이스트랄은 믹서, 분산기, 파우더의 액상 흡입 및 분산 설비 생산하는 글로벌 리딩업체입니다.
대표적인 이스트랄 기계는 젯스트림믹서로 수직으로 힘을 가하는 믹서입니다. 이는일반 믹서와 큰 차이점을 가지는데 그것은 액상이 회전하지 않고, 수직 방향 혼합을 이룬다는 것입니다. 이러한 수직방향 혼합으로 균일한 혼합 물을 얻기가 용이해집니다.
IBC (Intermediate Bulk Tank), 디졸버 용기 등에서 사용가능.

IBC Tank 의 예(사진 출처:
http://www.11st.co.kr/product/SellerProductDetail.tmall?method=getSellerProductDetail&prdNo=1568168542&NaPm=ct=j0c1sys8|ci=9c1f440770308c88e1eb2252d06fdb1de60a432b|tr=sls|sn=17703|hk=cdb7958f07e74028d776a8edc150a170ff11c950&utm_term=&utm_campaign=-&utm_source=%B3%D7%C0%CC%B9%F6_PCS&utm_medium=%B0%A1%B0%DD%BA%F1%B1%B3 )
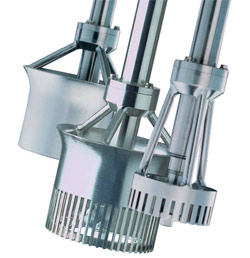
이 설비는 멀티 퍼포즈 교반기로, 교반용 툴을 간편하게 바꾸어 이용할 수 있습니다. 이를 이용하여 목적에 따라 혼합, 분산, 유화분산을 할 수 있습니다.

이스트랄에서는 기계만 만드는 것이 아니라, 전체 시스템을 공급하고 있습니다. 고객과의 면담 및 컨셉논의를 통해 프로세스 엔지니어링 지식을 바탕으로 공정컨설팅을 제공합니다.
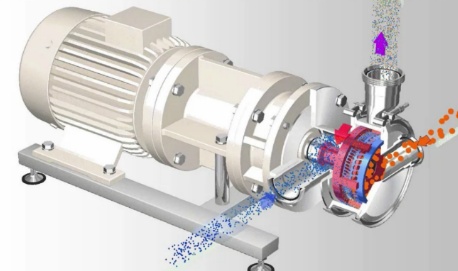
위 사진의 콘티 TDS는 인라인분산기(ILD)라고도 부릅니다.
그러나 Conti TDS 가 일반 인라인분산기와 다른점은 분산만 하는 것이 아니라, 제품 흡입을 수행하면서 분산을 한다는 점 입니다. 파우더 흡입과 액상의 흡입을 동시에 수행하면서 그 둘의 만나는 계면에는 진공을 형성하여 최적의 상태로 분산을 합니다.
Conti TDS 는 탱크 외부에 설치되고, 액상이 재순환하게 됩니다. 한개의 탱크에 연겷하여 사용할 수도 있지만, 두개 혹은 수개의 탱크에 연결해서 사용할 수도 있습니다. 액상과 파우더가 만나게 되는 혼합 챔버에서 진공 상태가 되고, 파우더를 흡입할 때에도 이러한 진공이 사용된다. 이렇게 흡입된 파우더가 바로 고 전단 영역으로 들어갑니다. 이런 방법으로 진공을 직접적으로 이용하기 때문에 모든 파우더나 제품의 손실이 없어집니다. 제품이 백프로 흡입되고, 모든 제품이 액상으로 투입됩니다. 이를 통해 필터에 걸리거나, 다른 곳으로 들어가거나 하는 일 없이 손실없는 파우더 처리가 가능하게 됩니다.

Sag 투입

Hopper 투입

Big Bag 투입
백이나 페이퍼 백에서 투입하고자 할 수 도 있고, 빅백이나 컨테이너에서 백팁 스테이션까지 아니면 더해서 사일로에서까지 투입될 수 있습니다. 해당되는 업계의 파우더 공급 방식에 따라서 시스템을 제안해 드립니다.
빅백의 일반적인 설치: 빅백, 빅백스테이션, 탱크, 탱크 내부에 젯스트림 믹서.
젯스트림 믹서로 수직 혼합 효과를 얻을 수 있습니다.그래서 우리는 탱크를 혼합하는동안 탱크 내에 균질한 혼합물을 얻을 수 있게 됩니다. 젯스트림 믹서가 탱크 내부를 균질하게 만드는 동안 Conti TDS는 액상을 재순환시키고 진공을 만들고, 이러한 진공으로 제품을 분산하는 동시에 빅백에서 파우더를 바로 빨아 들입니다.
Good afternoon, Ladies and gentleman.
I think the most of you have already heard of Conti TDS machine from Ystral. But maybe now you want to know a little bit about how this systems are working. what is happening in this systems. Many companies worldwide are already using that system in paint, coating production and we have already companies which are using this technologies as the only technology for the production of lacquers, paint and inks.
Some heard about ystral. The company ystral is one of the world leading company in process technology. and we are producing mixers, dispersers and powder induction equipment. Induction equipment means induction and dispersion in powders into liquids. The typical machine are the machine what maybe you know as in typical ystral machine is the JetStream mixer. The JetStream mixer is a vertical mixer, different to a lot mixers what you know in most mixers what you see in the paint industry the liquid is rotating but, in this system here, the liquid is not rotating. it's a vertical mixing effect and this is very interesting if you need the homogenous mix. And these mixers are also available for the mixing of small tanks that means you can use it in IBCs, you can use it in dissolver vessels and you can use it but different tools. You can see here system which is so called multi purposes you can easily exchange the tools and you can mix, you can disperse, you can use a mix-disperser.
We are not only producing machines, we are also producing complete systems and, also very important, we assist you even with our knowledge in process engineering. Our, one of our specialty is lacquer, paint and ink production and this is our topic today.
The machine we are talking today, this is called Conti TDS, some companies are calling this machines also ILD, inline disperser but at the end, this is same machine. When you speak about ILD. It is the same machine. we call it conti-TDS because inline dispersers are in our language machines which our only dispersing. This machine is not only dispersing but they are also inducting and dispersing powders.
The machine is used, as I said, for immediate dispersion when powder and liquid come together, they are dispersed as much as possible, as good as possible.
The machine is installed outside tank and recirculates the liquids and it can be installed not only with one tank also could be easily installed on two tanks or even on more tanks. In the mixing chamber, there is vacuum created. This vacuum is used for the induction of the powder and we induct powder directly in the high shear zone. This way, because we are using the vacuum directly in the liquid. This way we do not lose any material all the powder. hundred percent, everything goes into the liquid. Nothing goes into a filter, nothing goes somewhere so that means you have a dust and loss free handling of the powder
We can induct as you can see here on this small sketch directly from bags from paper bags in the way they want but also from bag tip stations from containers, big bags from hoppers or even from silos.
In this schematic or, let's say, demonstration here, you see a typical installation with a big bag, with a big bag station and you can see inside the tank, there is our jetstream mixer. The jetstream mixer is creating a vertical mixing effect. So we have homogeneous mix in the tank and while we are mixing the tank. Our conti-TDS is recirculating the liquid and creating the vacuum and with this vacuum we are inducting directly out of the big bag.
This case the powder into the liquid and disperse it. After the powder induction, I might say all the energy, the machines are powerful. All the energy is applied in a very, relatively small wetting and dispersing zone. After the induction, we can use the same machine for dispersion, we just recirculate and shear the material and, of course at the end, because we can use also the same machine for the transport that means that we pump and transport the material to next to your further process steps.
If you want to know a little bit how this machine works in detail, we can have a look here at this picture. And you see already this picture, this machine has a liquid inlet, a powder inlet, a product outlet and inside there is a high shear dispersing zone. But to understand a little bit more what are the difficulties when we are dispersing pigments and powders into a liquid, just some basics. Because the most people think when they are inducting powder into a liquid, that you are inducting a solid in a liquid. but this is not true.
이런 경우, 파우더가 액상으로 들어가면서 분산됩니다. 파우더가 투입된 이후, 모든 에너지가 상대적으로 매우 작은 웻팅 및 분산 영역으로 투입됩니다. 파우더를 투입한 이후에도 동일한 기계를 이용해 단순히 재순환 시키고, 전단력을 가하면서 분산을 할 수 있습니다. 동일한 원리로 이 기계를 펌프로도 사용할 수 있습니다. Conti TDS를 펌프로 이용해 완성된 제품을 이후 공정 단계로 이송시킬 수 있습니다.
기계가 어떻게 작동하는지 좀 더 알고 싶다면, 이 그림을 보면서 이해해 보실 수가 있습니다. 이 그림에서 이미 보실 수 있다시피, 이 기계는 액상 투입구, 파우더 투입구, 제품 토출구를 가지고 있으며, 고 전단 분산 영역을 가지고 있습니다. 하지만 안료나 파우더를 분산하는데 어려운 점 즉, 기본적인 내용을 이해하기 위해서는 파우더가 어떻게 구성이 되어있는지 이해할 필요가 있습니다. 일반적으로 사람들은 액체에 파우더를 투입하고 있다고 생각하지만 실제로는 그렇지 않습니다.
모든 파우더는 입자 사이에 다량의 공기를 함유하고 있고, 공기와 개별입자들은 다시 또 공기로 감싸져 있습니다 파우더를 액상에 웻팅시킬 때, 이러한 모든 공기 표면을 바로 액상으로 대체해 주어야 합니다. 파우더는 표면적이 매우 다양한데, 1kg의 파우더가 1000에서 백만 평방 미터의 표면적을 가지기도 합니다. 1000평방미터의 표면적을 가지는 파우더는 상대적으로 입자가 큰 것인데 일례로 탄산칼슘이 있습니다. 또한 킬로그램당 백만평방미터의 표면적을 가지는 제품은 전기전도성카본블랙과 같은 물질이 있습니다. 이렇게 표면적이 큰 제품은 액상에 즉시 웻팅 되어야 하고, 이러한 점이 흔히 공정상의 문제가 됩니다. 저희 설비는 이러한 표면적이 큰 제품을 즉각적으로 웻팅하고자 하는 것입니다. 파우더의 원리에서 알아야 할 다른 포인트는 더 미세한 파우더 입자일 경우, 더 뭉치기 쉽다는 것입니다. 우측에서 이러한 현상을 볼 수 있습니다. 이는 탄산칼슘으로 미세한파우더 입자는 아닙니다. 여기에서도 액상에 파우더를 혼합할 때 덩어리가 많이 생기는 것을 볼 수 있습니다.
Unfortunately, every powder contains a lot of air between the particle is air and every single particle is surrounded with air. When we wet the powder into a liquid, then we must substitute, all of a sudden, all these surface, all these air by liquid. This is that what we need to do. And then there are few other things everybody knows powder is available in very, very various structures, shapes and powder has an extreme surface area. You must imagine one kilogram of powder, 1 kg of powder can have a specific surface in the range of 1000 to one million square meters. One thousand square meters, this is relatively coarse material like a coarse calcium carbonate for example and one million square meters per kilogram and this is, for example, an electro conductive carbon black. One million square meters and these extreme surface must be wetted immediately in the liquid.This is the problem and this is that what we want to reach in our machine. Then, another point is powders are very fine and the finer the powders are the more are the agglomerated. You can see that see that on the right side. This is calcium carbonate. This is not such a fine powder. You can already see, there are a lot of agglomerates and when we are mixing powders into a liquid.
파우더와 액상이 다른 밀도를 가질 때와 같이 우리가 신경써야할 몇몇 요인들이 있습니다. 일반적으로 파우더는 가볍고, 액상은 더 무거워서 파우더가 액상의 상부에 떠있게 되는데 우리는 이러한 파우더를 액상 안으로 들어가게 해 주어야 합니다. 또한 흔히 파우더와 액상이 다른 극성을 가질 수가 있습니다. 비친수성 혹은 친수성, 비친유성, 친유성기를 가지는 제품이 있습니다. 때로는 점착력이 있거나 끈적끈적한 제품을 섞어야 합니다. 이런 다른 흐름성향과 파우더성향을 가진 제품을 위해서는밀도 높은 에너지를 투입해 주어야 합니다. 이 때, 액상과 파우더는 서로 만나게 됩니다. 즉시 이러한 표면을 웻팅해 주어야 하며, 모든 덩어리를 개 주어야 합니다. 이를 완전히 깨고, 최대의 난류에서 최대의 에너지 밀도 하에서 수행해야 합니다.
There are few other things what we have to take care of, powder and liquid have different densities. Typically the powder is light and the liquid is heavier so the powder swims on the top but we must get it into the liquid so the powder and liquid often have different polarities. We have products which are hydrophobic or hydrophilic, lipo-phorbic, lipo-philic. We have to mix the materials which are very adhesive or very cohesive and we must mix them together. So, for all these different flow behaviors and powder behaviors, we must apply energy and we must have a very, very good concentrated energy application. We don't need the energy somewhere in the tank, we need the energy exactly in the point where powder and liquid get together. In that moment, the liquid and powder come in contact to each other. We must wet the complete surface immediately, we must destroy all the agglomerates. We must break them completely and we must do that on the maximum energy concentration on the maximum turbulance and also on the maximum vacuum. The reason of the vacuum, I will explain you later. But this is very important fact.
So now, we come back to the same picture what we have seen before and here maybe we can now have a little bit of more understand why it is so important that we have this contact zone where liquid and powder get the first time in the contact with each other, why we have use this in a high shear area. The high shear area is the blue one, the blue colored, this is the stator. The red colored is the rotor and the rotor, this is very special rotor. The rotor is in the middle of disk. You see that on the screen and this disk divides the chamber into two parts, a liquid part and a powder part. And liquid and powder have no chance, say, go different ways until they come in the high shear zone in the dispersing zone. This schematic drawings shows us exactly what happens in this area, shows us the principle. We see here the rotor consists on an inner part and an outer part. Between the inner and outer rotor, there is stator and when powder comes in such a system with vacuum then you remember that, I explained in the beginning , powder contains air. Nobody wants the air in the final product but the air, the air has very, very interesting characteristics. Air compresses under pressure but expands under vacuum. Exactly that is what happens in our machine. when the powder come under vacuum in contact with the liquid, we expand the air between the particles. That means the distance between the particles gets several times larger, several times more space is between the particles. This makes it much, much easier for the liquids to get between the particles and to wet the particles to completely then, after this, let's say, the entry in the chamber, the material has to pass the high shear zone, the dispersing zone. In the dispersing zone, we have very, very strong shear forces. We have a lot of turbulence and this is required to wet all the particles from outside. And, after that, of course, the material is pumped back into the tank and, you remember again, the material contains air and everybody wants to get lid of the air. And this happens in the outer part of the chamber. Because in the outer part of the chamber, there is no more additional dispersing but we have recirculation in this part of the chamber. Recirculation, centrifugal forces. Centrifugal forces separate air from liquids so this is the way how we are coagulating and how we are separating the air from the product. And, in the tank, you can see very big air bubbles appearing on the surface and that is going away. But some material some powders, especially fine powders would become very, very agglomerated so this agglomerates are sticking together. The good thing is, even in an agglomerates inside, there are capillary. There is capillary volume. There are spaces and the spaces are filled with gas with air and vacuum is everywhere. The vacuum expands as well. The air in such an agglomerate and when the air is expanded then it comes in our wetting zone. We are wetting the agglomerate completely under vacuum and we are wetting this completely but it is still under vacuum. So, and then, it leaves this machine, it leaves the chamber, goes back to the tank. Our air bubble inside the agglomerate goes now back to its normal size and what happens, these air pulls the liquid into the agglomerate and this way, we are easily destroying the agglomerates. So, that means we have vacuum, we have a shear, we have turbulence and these are the things which are happening all together so what are the differences to traditional technology. Typically, I think when you think about traditional technology then you think about a dissolver, HSD, or cowless plates, all the typical names and um... the first thing is the shear gradient. In our machines, we have approximately the same shear rate as in a dissolver disk 25m/s but the distance between the rotor and stator is only 500micrones and the dissolver is about 500mm. Micro meters to milimeter, that means the shear rate is approximately 1000 times higher. The specific power is even, there is even bigger difference because when you have dissolver then, you have approximately, let's say, 75kW. 75 kw acting on a specific tank, let's say 7.5m3 or you can easily calculate. These are 10 kW per cubic meter and our machines we have also 75kW but not on cubic meters. They are acting on just a volume of approximately 1 liter. So this is much, much higher concentration of power and also much higher concentration of energy. The specific energy density is approximately 100 times higher compared to traditional dissolver technology. And very, very important, liquid surface. In the dissolver, you have let's say two to three square meters, yes about 10 square feet where you have to fill the powder in. In our system with the rotor, stator we are increasing enlarging the surface some thousand times and this gives us much, much better condition to wet powders completely. We have no rotating parts above the liquid surfaces so, to say, a positive effect on safety and also very positive if you have inflammable liquids. We do not create a vortex and we do not add additional air because we have no vortex. This way we create less vapor with solvent bond material and we do not need a specific high viscosities. We can work with low viscosities as well. We can work with variable batch sizes, get various use, re-produceable results, constant quality, and even a higher quality so, of course, everybody is questioning what are the economical advantages And here are just some numbers which are given to us from users of that system. Production cost. Production cost mean not material cost. Just production cost can be reduced approximately 10 % and raw material cost depends on the material can be also reduced in an enormous range, production times, energy savings. These are some facts which would help you to say to save a lot of money. Typically we can say four times, we can produce but with 40% of the operators, four times more. And such a system is relatively small. Uou will see later a picture of an original system. You can see this is just some square meters. Other general advantages like quality, flexibility, our facts. And we can produce as well. Complete products we can make intermediate dispersions and as I already said on a much higher level of safety. In a global best practice study on a worldwide active company in a paint industry, the conti-TDS system was approved as the best technology for the future in lacquer, paint and ink production. So this is just a bit overview and I have highlighted the power consumptions. As you can see, we produce machine in a wide range from 3kW to 275kW. The most interesting machine on the next slide. This is the conti-tds 5 with a shear speed of 25m/s. A distance between the rotor and stator is 500 microns so we come to our shear gradient of 50000 래치프로컬세컨드. And some typical induction speed, induction rates for calcium carbonate up to 500kg/min eavy pigments, titanium dioxide volume, Barium Sulfate as well bayferrox as an iron oxide up to 350kg/min. Light pigments can not be inducted that fast to 150 then, we come to the thikeners. Thickeners are inducted with controlled speed. A bit slower up to 60kg/min. Very, very light material is like silica, aerosil and expancel have to be inducted a bit slower. But this is, these are typical numbers. so now how should a system look like. Jere is an example with a skidded system. the process tank on the left side can be in different sizes depending on your requirements and typically we can use the machine in recirculation if you have seen this in our short demonstration previously. But this machine can induct, as I mentioned, from bags from big bags and also from hoppers and the hopper is very interesting thing. Because here in such an installation, I can prepare all the powder which has to be inducted in one batch, I can prepare all this powder already in the hopper and I can induct all the powder in one go. So, powder handling is always the bottle neck and, for that reason, we very often use the system with two powder hoppers because, with two powder hoppers, you can fill the first powder hopper while you are emptying the other powder hopper. This doubles your production speed. This doubles your capacity. And then comes another thing, if I want to again to double the capacity, it is not required, that I use a second machine can install one machine between two tanks and then one machine is installed between two tanks. I have the same situation, I can work with one tank disperse, induct powder, disperse the finished material while I empty the other tank. I prepare already the liquid for the next batch so this is the most effective way and with such a system, I can produce approximately 40000~60000 ton/ year just in two shifts with 70% use of the machine.
This is our enormous speed, enormous numbers. this slide shows us a little bit of an comparison of the traditional method for bayferrox. Bayferrox is yellow oxide and the green curve is the result with an agitated media mill and a dissolver previously and the red curve shows us the result of conti TDS. You can already see here, we have finer particle size distribution compared to an agitated media mill and in only 80% of the time. So this is an enormous advantage. t\This slide here shows us matting agent two typical types of matting agent. What we see here is directly after powder induction we already reach the final particle size distribution. W do not need to disperse longer. This is very important for matting agents because you do not want to create gloss. You want to have your matting effect. For that reason, you do not want to disperse longer than required. Yes, this was just a brief demonstration, a brief introduction in this technology, if you want to see this machines live. it is very easy. We are here just in hall number 6. It's about 50 m from here. you pass just this corridor and then go to the left another 20 m. We want to make a demonstration in the next minutes where we want to induct powder directly at our booth. So that means if you want to see the machine really live inducting powder, you have the chance now. Thank you very much.